You must be signed in to read the rest of this article.
Registration on CDEWorld is free. You may also login to CDEWorld with your DentalAegis.com account.
For years, restorative dentistry and its professional team members—the dental technician and practicing clinician—relied on impression material to accurately capture the intraoral tooth preparation and surrounding tissue. Conventional impression materials have significant limitations and inaccuracies in respect to shrinkage, pulling, and other negative characteristics.1, 12-13 The conventional restorative fabrication process introduces many opportunities for errors during the restorative process, from preparation and impressioning to model and die creation, the lost-wax technique, and insertion of the final restoration. 14 Many discrepancies can be introduced within the fabrication chain that could, and many times do, present challenges and failures in the delivery of a properly fitting dental prosthetic.
Some discrepancies might be the result of human error, such as improper use of the materials or as a result of the inherent composition of the impression materials.15 If the materials are not mixed in the correct ratios, the accuracy of the impression will be greatly skewed. Temperature and moisture also greatly influence the shrinkage rate of the material, and when shipping the impression to the dental laboratory, the impression may be subject to extreme shifts in temperature. The stated accuracy of most polyether impression materials relies on dry storage at 73°F. It is also not recommended to store polyether impressions in a sealed, moist environment such as the commonly used infection control bags.11 Most impression materials are also affected directly and negatively by excessive direct sunlight.2 These inconsistencies are a great cause of anxiety for both the dental practitioner and dental laboratory
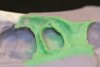
The process of taking and delivering a proper impression to the dental laboratory is subject to a multitude of potential problems. Some common problems include, but are not limited to, cross-contamination with other impressions or models, voids (Figure 1), tears (Figure 2), delamination (Figure 3), excessive heat or light, moisture, pulls (Figure 4), tooth-to-tray contact, poor bond at tray interface (Figure 5), and model-pouring discrepancies.3,15 The processes required to pour a model from these impressions are similarly affected by material manipulation and technique. Just as with impression techniques, an improper ratio of gypsum material to liquid will produce an inconsistent model with respect to expansion and shrinkage. Excessive expansion will make the prosthetic too loose, and excessive shrinkage will make the prosthetic too tight.4,12-13
In the past decade, a new revolution has emerged in restorative dentistry as the analog industrial age gives way to the digital realm. Practicing dentists are now equipped with digital acquisition units or intraoral impression scanners that allow them to capture multiple digital images within the oral cavity and its dentition.5 The acquisition unit takes multiple simultaneous images that are folded on one another to form a raw data file. For some acquisition units, the raw data must be unpacked and translated in order for CAD design software to read the data. Translating that data has fallen to software engineers who accept these raw data images and transform them with specialized software into 3-dimensional displays that a dental professional can work with and manipulate. From these 3D displays, companies such as 3D Systems (www.3dsystems.com), EnvisionTEC (www.envisiontec.de), Solidscape (www.solid-scape.com), Sirona (www.InLab.com), and Objet (www.objet.com) have innovated ways to 3D print a physical model for the dental technician to work on and for the dentist to evaluate the final dental prosthesis prior to appointing the patient. Currently there are limited numbers of facilities that can provide this service to the dental profession; however, as the digital landscape opens up, opportunities for more robust resources will emerge.
The limited numbers of facilities that can 3D print analog models from digital data files stem from two basic factors. First is the enormous cost of owning these cutting-edge technological innovations, and the second is proprietary ownership of and the ability to unpack raw data files. The cost of large-frame stereolithography (SLA) equipment hovers in the $500,000 range. Fundamentally, this has been the system of choice to produce solid dental models resulting in extreme accuracy and material, but only large operations could afford it. The second limiting factor is the proprietary-scan data produced by the digital impression scanner. The digital acquisition manufacturer either owns the model production facility or gives exclusive rights to an entity who can provide the translation and 3D printing service to the general dental market. They do this by means of closed data unpacking software, so that only their production centers can read scanned data. In today’s current digital age, the proprietary company (the manufacturer of the digital acquisition unit) is then able to take the raw data images originally sent by the practicing dentist and manipulate them into another software program that will then command the printing machine to layer print a 3D model. Today, newer digital impression acquisition units and 3D printing machines offer options that allow more accessible data transitions into the open market. Dental laboratories will be able to manufacture models from digital data in house, thus allowing the laboratory to simultaneously manufacture the restoration and model by batching STL files from multiple client sources. As a result, the digital process alleviates the many issues that arise from conventional physical impressions.
The current sequence for production of 3D models using computer-aided design/computer-aided manufacturing (CAD/CAM) is as follows. The initial stage occurs in the operatory, where the dentist uses the digital impression acquisition unit to take a set of digital images of the preparations and adjacent teeth. A scan of the mouth in a closed-bite position allows the dentist to create a virtual bite registration as well. The dentist is then able to immediately evaluate the quality of the images, as well as the preparation, and begins the design process by marking the margins. The completed file is then sent simultaneously to a certified or approved laboratory and to the proprietary model-printing company in a STL format. The laboratory opens the file and evaluates and approves the case. The printer is then able to strategically layer liquid resin in 50-µm thickness—ensuring that sliced data from the software is accurately transferred. The build platform is immersed in a bath of layering material and as every slice of data gets transposed to the printer, a wiper runs over the platform ensuring only 50 µm of material is deposited. Simultaneously, a laser runs over the layered material, curing the liquid epoxy instantly. The process is called stereolithography.
Stereolithography, also known as 3D layering or 3D printing, allows the user to create solid, plastic, 3D objects from CAD drawings in a matter of hours. Whether you are a mechanical engineer wanting to verify the fit of a part or an inventor looking to create a plastic prototype of an invention, stereolithography offers a fast, easy way to turn CAD designs into real objects. 3D printing is a very good example of the age we live in. In the past, it could conceivably take months to prototype a part. Today, it can be completed in hours. If you can imagine a product, within 2 days you can have a working model in your hands.6
The net result of the 3D printing process is an extremely accurate hard model (Figure 6) without any of the anxieties and worries of dental-stone expansion or shrinkage.7,14 It is controlled and consistent, bringing down any remake factor for the dental laboratory and practicing clinician to a factor of zero.
Other methodologies used are the EnvisionTEC Perfactory® DDP (EnvisionTEC), CEREC® AC Connect (Sirona), Eden260V™ (Objet), and the ProJet™ 3000 multi-jet modeler (3D Systems). With this technology, a series of jets deposits a 32-µm layer of material and cures each layer with an overhead xenon light source.8 The result is a highly detailed model made in very high resolution and accuracy. The cost of this technology is a fraction of the SLA 3D printer. The democratization of model manufacturing has finally come to fruition through low-cost materials and machines to produce the data in the open market.
Conclusion
What remains is the ability for opening the proprietary data transmitted from the intraoral scanner manufacturers. This is also currently a work in progress, as several manufacturers have realized that the best way to sell scanners is by allowing the open and unobstructed use of the acquired data.
There are obvious benefits for digitizing the process. These technologies will change the way dental practitioners and laboratories communicate. In the traditional method of pouring gypsum models, the laboratory involvement starts when the technicians open the box containing the impression. With digital data instantaneously flowing back and forth between the laboratory and dentist, it will be possible for the laboratory technician to view the case while the patient is still in the chair and provide critical feedback to ensure optimal success for the dental prosthesis. Being involved in the digital process can open up new avenues of communication, reduce infection control issues, and limit material inconsistencies as well as help to create a more unswerving workflow for all parties involved.9,10,14-15
Acknowledgment
The author would like to thank Ron Snyder, CDT and dental applications manager for 3D Systems Corp. in Rock Hill, South Carolina, for his contributions.
References
1. 3M ESPE. Making Better Impressions; Trouble shooting guide [user manual]. St. Paul, MN: 3M ESPE; 2005.
2. 3M ESPE. Impregum Polyether Impression Material; Laboratory Handling Guidlines. St. Paul, MN: 3M ESPE; 2007.
3. Devi AA, Morse Z, Biribo S. Cross-Infection Potential of Compound; A Reusable Impression Material in Dentistry. Presented at: Asia Pacific Dental Students Association Congress. August 12, 2006; Seoul, Korea.
4. Air Force Pamphlet 47-103 Vol. 1 [pamphlet]. Arlington County, Virginia: US Air Force; 2005.
5. Poticny DJ, Klim J. CAD/CAM in-office technology: innovations after 25 years for predictable, esthetic outcomes. J Am Dent Assoc. 2010;141(suppl 2):5S-9S.
6. Brain M. How Stereolithography 3-D Layering Works. http://computer.howstuffworks.com/stereolith2.htm. Updated 2012. Accessed October 31, 2011.
7. Accura e-stone Material [pamphlet]. Rock Hill, SC: 3D Systems, 2009.
8. Dental CAD/CAM 3D Printer Precision Dental Models [pamphlet]. Rock Hill, SC: 3D Systems, 2010.
9. Henkel GL. A comparison of fixed prostheses generated from conventional vs digitally scanned dental impressions. Compend Contin Educ Dent. 2007;28(8):426-431.
10. Persson A, Andersson M, Oden A, Sandborgh-Englund G. A three-dimensional evaluation of a laser scanner and a touch-probe scanner. J Prosthet Dent. 2006;95(3):194-200.
11. Walker MP, Petrie CS, Haj-Ali R, et al. Moisture effect on polyether and polyvinylsiloxane dimensional accuracy and detail reproduction. J Prosthodont. 2005;14(3):158-163.
12. Lawson NC, Burgess JO, Litaker MS. Tensile elastic recovery of elastomeric impression materials. J Prosthet Dent. 2008;100(1):29-33.
13. Chen SY, Liang WM, Chen FN. Factors affecting the accuracy of elastometric impression materials. J Dent. 2004;32(8):603-609.
14. Wassell RW, Barker D, Walls AW. Crowns and other extra-coronal restorations: impression materials and technique. Br Dent J. 2002;192(12):679-684, 687-690.
15. Christensen GJ. Laboratories Want Better Impressions. J Am Dent Assoc. 2007;138(4):
527-529.
To see an exclusive interview from Daniel Alter on digital dentistry and the future of the smaller laboratories, visit us at: facebook.com/insidedentaltechnology
About the Author
Daniel Alter, CDT, MDT
Assistant Professor
Department of Restorative Dentistry
New York City College of Technology
The City University of New York
Brooklyn, New York